




无机粘结剂制芯工艺特点与应用前景
无机粘结剂制芯工艺特点与应用前景
作者/黄时惠
东风汽车公司
一、概述
众所周知,直到现在铸造厂仍在大量采用有机酚醛和呋喃树脂工艺(以下简称“有机工艺”)制砂芯。这种工艺带来的严重问题是有机物受热后产生对人体有害的烟雾和难闻的异味,它不但污染环境,还对操作者造成人体的伤害,长期以来都是铸造厂希望解决却难以解决的问题。许多铸造厂只能采用将气味和烟雾简单收集以后排放到厂房外,这样做可能操作者舒服些,但周围更多的人却遭受了污染。就连欧美国家的铸造厂也只能将污染物排放到35米的高空中扩散。这些简单的做法都无法解决根本的问题。
随着各国对环保严格要求,国内外有实力的铸造厂只好采取下列复杂的除尘系统进行处理:
高效除尘器→等离子工艺→UV光解→喷淋塔→净气→排放
这套系统尽管效果不错,但系统设备庞大,占地面积多,技术复杂,投资也大,一般铸造厂难以承受。正是由于这个原因,许多专家多年来研究试图找到一种解决问题的根本办法。采用无机粘结剂代替有机粘结剂制砂芯(以下简称“无机制芯”)则是其中方法之一。
20世纪90年代,国外HA公司开发的无机粘结剂开始推向市场。这种粘结剂可以利用传统的制芯机和落砂设备,生产的铸件质量与有机粘结剂相当。
二、无机粘结剂工艺制芯系统的特点
无机粘结剂是由硅酸盐等混合物和无机添加剂组成的。
2.1无机粘结剂(即硅酸盐等混合物)的特点
无机粘结剂是一种水基溶剂,其基体是由磷酸盐、硅酸盐和硼酸盐混合而成。这种水基溶剂必须防冷冻和直接光照,储存温度在10~30℃之间。同时,它具有强碱性,PH值为11~13。
粘结剂的性能可以通过改变加入比例和改变粘结剂基体的结构来调节。
无机添加剂(也称促进剂):
无机添加剂用于进一步增加和调整砂芯性能,例如砂芯的流动性和储存性。无机添加剂可以直接加入粘结剂里,或在芯砂混制过程加入。
无机添加剂的特点是灰色粉末状,容易吸潮。因此,储存也应防冷冻和直接光照,当然也应防潮。
无机粘结剂制芯的固化机理:
无机粘结剂制芯的固化机理是通过芯盒加热和吹入干燥的热空气(150℃~200℃),使砂芯脱水固化,其反应方程式如下:

2.2无机粘结剂制砂芯
无机粘结剂制砂芯与有机粘结剂制砂芯工艺基本相同。制芯时将混制好的芯砂吹入热的芯盒里,芯盒温度要根据砂芯的几何形状来决定,一般在150℃~200℃之间,但芯盒的温度必须分布均匀。
当混制好的芯砂射入热的芯盒后,通过芯盒加热和吹干燥的热的空气,芯盒外轮廓周围形成硬壳。固化过程包括有脱水(来自溶剂里的水)干燥过程(物理现象)和粘结剂的化学固化过程。
当粘结剂加入量在1.5~3.0%时,其砂芯常温抗拉强度在350~550N/cm2之间。如果往芯砂吹热空气,固化时间可以大大加快,这是因为吹气提高了芯砂混合物的加热,同时有效去除砂芯固化期间释放的水分。在这里必须指出,砂芯的固化时间与砂芯的体积大小及芯盒的结构有关。
但是,如果芯砂被长时间暴露在空气中会干燥,将导致芯砂混合物起壳皮,还可能与空气中的CO2起反应,降低了芯砂的强度,并缩短了芯砂可使用时间。因此,混制好的芯砂必须装袋密封存放。另外,无机芯砂相对于三乙胺冷芯砂流动性差些。
三、无机砂芯的特性及储存要求
由于使用无机粘结剂芯砂制芯的粘结剂容易吸水,对高湿度和环境温度非常敏感。因此,射制好的砂芯不能像有机砂芯那样长时间暴露在室外或极端潮湿环境中。
对射制好的无机砂芯储存有如下要求:
(1)储存的环境应该能独立控制其温度和湿度。
(2)不要长时间储存或暴露在相对湿度>85%的环境下。
(3)正常情况下砂芯只能储存24h。
四、有机工艺制芯与无机工艺制芯比较
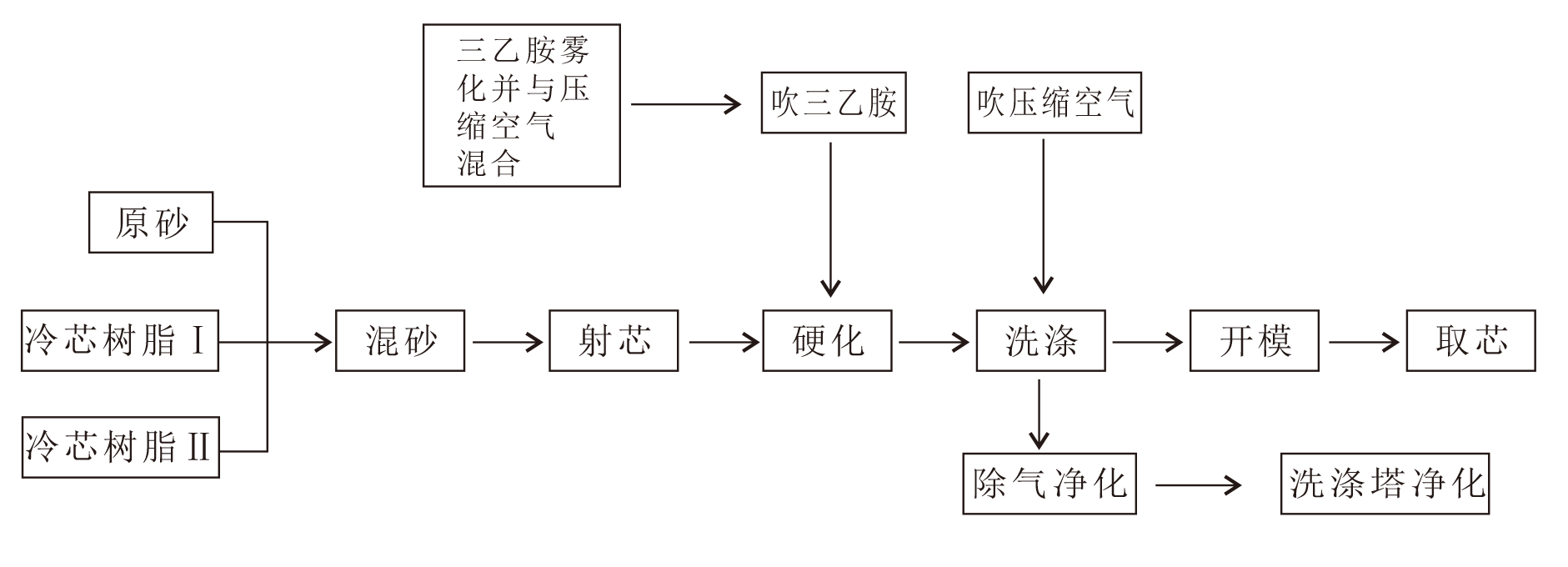
4.1制芯工艺流程的区别
(1)有机工艺制芯流程图:
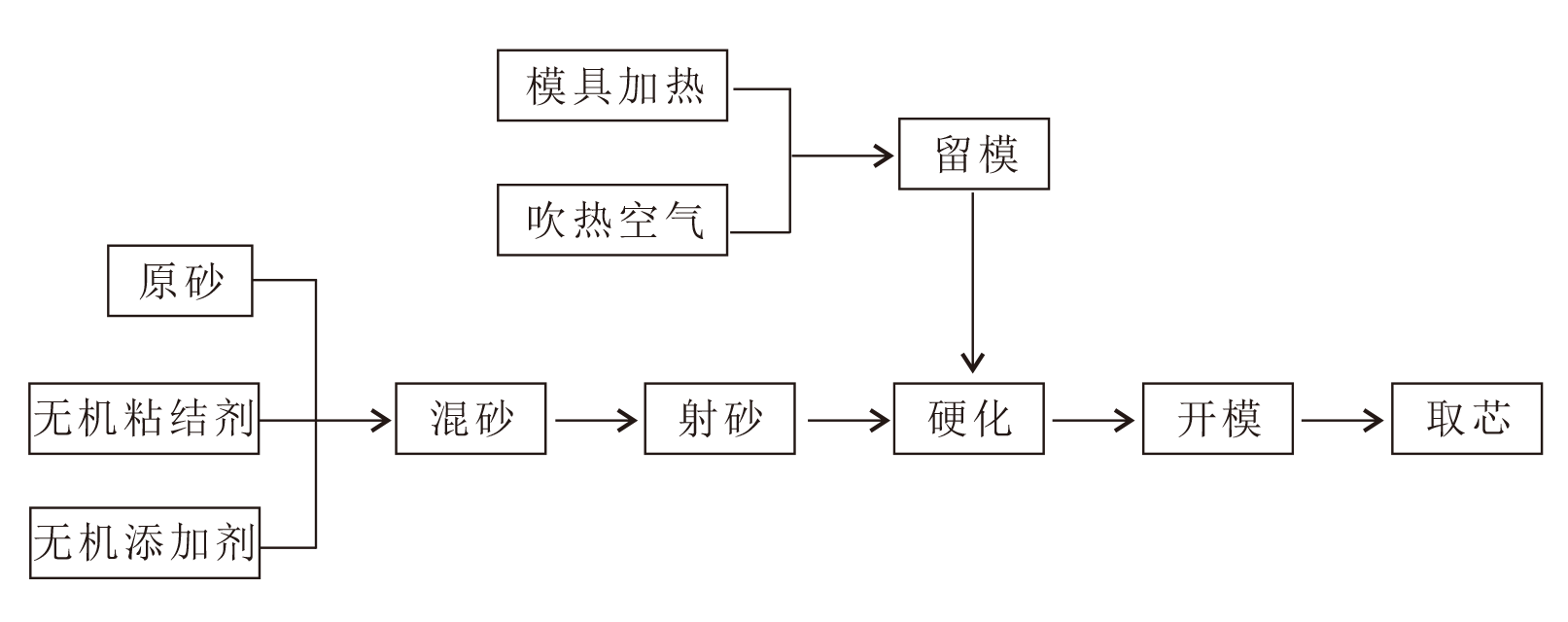
(2)无机工艺制芯流程图:
4.2关于生产过程的发气
与有机粘结剂相比,无机粘结剂砂芯的环境优势在于浇注期比制芯期间更为明显。例如金属型铸造一个完全组芯造型的铝缸盖,在浇注过程中没有产生烟雾和气味,模具也少有存留冷凝物。当然也有人认为无机芯发气较晚,但发气量非常微小。而有机砂芯一旦和金属液接触就开始持续发气。还有,有机制芯工艺在制芯过程就产生烟雾和难闻的异味,而无机制芯工艺在制芯过程不产生烟雾和异味。
4.3三乙胺冷芯工艺制芯机与无机工艺制芯机的比较
为了加深对无机制芯的了解,现将铸造厂常用的冷芯工艺制芯机与无机制芯机的比较列表如下:
|
序号 |
系统类别 |
区别点 |
冷芯工艺 |
无机工艺 |
|
1 |
射砂系统 |
气包容量 |
最大射砂量的6~8倍 |
需大于8倍最大射砂量 |
|
砂量控制 |
常规控制 |
定量控制 |
||
|
芯砂存储 |
温度影响大 |
需要密封通道 |
||
|
松砂装置 |
无特殊要求,连续生产 |
需对射砂后残留余砂进行松砂 |
||
|
2 |
吹气固化系统 |
定量装置 |
需有精确的催化固化剂定量装置控制用量 |
无需定量限制 |
|
加热装置 |
保证三乙胺气化及防爆(90%) |
高效加热装置,持续加热温度大于150℃ |
五、当前无机制芯工艺存在问题及应用前景
5.1当前无机工艺制芯存在的问题
尽管无机工艺制芯在环保方面有着很大优势,也取得初步突破,国内外一些铸造厂也开始采用。但是不可否认,无机工艺制芯目前还存在不可忽视的问题。
(1)由于无机粘结剂的特殊性,无机工艺对设备要求较高。例如要求制芯机的结构必须具备独立射砂和吹气结构,才能保证各个环节和动作不受影响,实现连续生产。
(2)混制好的芯砂和无机砂芯在储存时间、温度和环境要求上都非常严格,给生产组织及运输都带来一定困难。
(3)无机芯砂的旧砂回收难度大,无法用传统的方法再生回收,回收成本大。
(4)总体来看,用无机制芯工艺制砂芯的技术要求、设备购置费用、生产成本都比有机制芯工艺制芯高得多,一般用户还难以承受。
5.2当前无机工艺制芯的应用前景
无机粘结剂的固化速度和强度适合相对较小、轻薄型的砂芯,还不能适合大型砂芯的制芯。所以,无机制芯多用于铝合金重力铸造、低压铸造和湿型砂铸造。例如进气歧管芯、减速器和管道芯、缸盖芯组等铝铸件的生产,与有机树脂制芯的铸件生产相比,其铸件质量相当或更好。当然其最大好处是解决生产现场的污染和异味对人体的伤害问题。
六、结束语
正是由于上述原因,无机工艺制芯仅有一些工厂所在地对环保要求非常严格、且经济实力较强和产品附加值高的铸造厂使用。我们相信,随着科学技术的发展,无机制芯存在的问题将能得到彻底解决,无机制芯工艺将会在广大铸造厂中被广泛采用。





